

ଯେକ any ଣସି ପିଷ୍ଟନ୍ ଆଭ୍ୟନ୍ତରୀଣ ଜାଳେଣି ଇଞ୍ଜିନରେ ଏକ ଅଂଶ ଅଛି ଯାହା ପିଷ୍ଟନ୍ କୁ ସଂଯୋଗକାରୀ ବାଡର ଉପର ମୁଣ୍ଡ ସହିତ ସଂଯୋଗ କରେ - ପିଷ୍ଟନ୍ ପିନ୍ |ପିଷ୍ଟନ୍ ପିନ୍, ସେମାନଙ୍କର ଡିଜାଇନ୍ ବ features ଶିଷ୍ଟ୍ୟ ଏବଂ ସ୍ଥାପନ ପଦ୍ଧତି, ଏବଂ ବିଭିନ୍ନ ପ୍ରକାରର ପିନର ସଠିକ୍ ଚୟନ ଏବଂ ପ୍ରତିସ୍ଥାପନ ବିଷୟରେ ସବୁକିଛି ପ୍ରବନ୍ଧରେ ବିସ୍ତୃତ ଭାବରେ ବର୍ଣ୍ଣନା କରାଯାଇଛି |
ଏକ ପିଷ୍ଟନ୍ ପିନ୍ କ’ଣ |
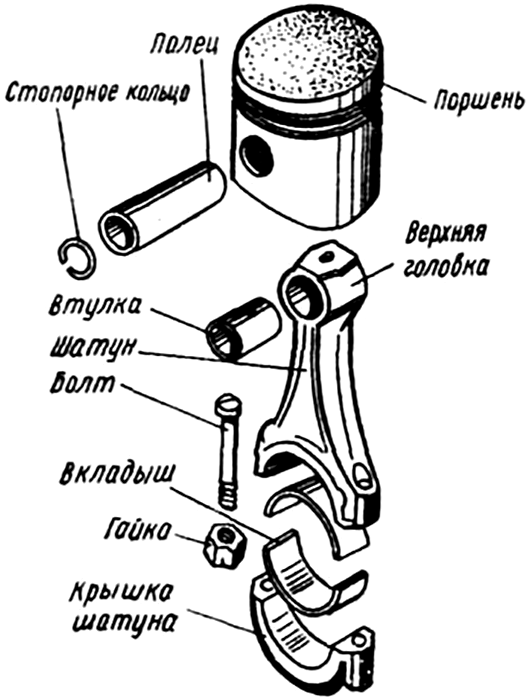
ପିଷ୍ଟନ୍ ପିନ୍ (ପିପି) ହେଉଛି ଆଭ୍ୟନ୍ତରୀଣ ଜାଳେଣି ଇଞ୍ଜିନର ପିଷ୍ଟନ୍ ଗୋଷ୍ଠୀର ଏକ ଉପାଦାନ |ଷ୍ଟିଲ୍ ହୋଲ୍ ସିଲିଣ୍ଡର, ଯାହା ସାହାଯ୍ୟରେ ପିଷ୍ଟନ୍ ଏବଂ କନେକ୍ଟିଙ୍ଗ୍ ରଡ୍ ଟାଙ୍ଗିଆ |
ଆଭ୍ୟନ୍ତରୀଣ ଜାଳେଣି ଇଞ୍ଜିନ୍ଗୁଡ଼ିକର ପ୍ରତିକ୍ରିୟାରେ, ସିଲିଣ୍ଡରରେ ଇନ୍ଧନ-ବାୟୁ ମିଶ୍ରଣର ଜାଳେଣିରୁ ଉତ୍ପନ୍ନ ଶକ୍ତିର ସଂକ୍ରମଣ ଏବଂ ରୂପାନ୍ତର ଏକ ପିଷ୍ଟନ୍ ଗ୍ରୁପ୍ ଏବଂ ଏକ କ୍ରଙ୍କ୍ ମେକାନିଜିମ୍ ଦ୍ୱାରା କରାଯାଇଥାଏ |ଏହି ପ୍ରଣାଳୀଗୁଡ଼ିକର ମୁଖ୍ୟ ଅଂଶଗୁଡ଼ିକରେ ଏକ ପିଷ୍ଟନ୍ ଏବଂ ଏକ ହିଙ୍ଗ୍ ଗଣ୍ଠି ସହିତ ଏକ ସଂଯୋଗକାରୀ ରଡ୍ ଅନ୍ତର୍ଭୁକ୍ତ, ଯେଉଁ କାରଣରୁ ଏହା ଉପର ଏବଂ ତଳ ମୃତ କେନ୍ଦ୍ରଗୁଡିକ (TDC ଏବଂ TDC) ମଧ୍ୟରେ ଥିବାବେଳେ ପାଇଷ୍ଟନ୍ ଅକ୍ଷରୁ ସଂଯୋଗକାରୀ ରଡ୍ ଅକ୍ଷକୁ ବିଚ୍ଛିନ୍ନ କରିବା ସମ୍ଭବ |ପିଷ୍ଟନ୍ ଏବଂ କନେକ୍ଟିଙ୍ଗ୍ ରଡର ହିଙ୍ଗ୍ ସଂଯୋଗ ଏକ ସରଳ ଅଂଶ - ଏକ ପିଷ୍ଟନ୍ ପିନ୍ ବ୍ୟବହାର କରି କାର୍ଯ୍ୟକାରୀ ହୋଇଥାଏ |
ପିଷ୍ଟନ୍ ପିନ୍ ଦୁଇଟି ମୁଖ୍ୟ କାର୍ଯ୍ୟ ସମାଧାନ କରେ:
The ପିଷ୍ଟନ୍ ଏବଂ ସଂଯୋଗକାରୀ ବାଡ଼ି ମଧ୍ୟରେ ଏକ ହିଙ୍ଗୁଳା ଭାବରେ କାର୍ଯ୍ୟ କରେ;
The ଇଞ୍ଜିନ୍ ଆରମ୍ଭ କରିବା ସମୟରେ ସଂଯୋଗକାରୀ ରଡରୁ ପିଷ୍ଟନ୍ ଏବଂ ଫୋନ ଏବଂ ସଂଯୋଗକାରୀ ରଡକୁ ଫୋର୍ସ ଏବଂ ଟର୍କ ସ୍ଥାନାନ୍ତର ପ୍ରଦାନ କରିଥାଏ |
ତାହା ହେଉଛି, ପିପି କେବଳ ପିଷ୍ଟନ୍ ଏବଂ କନେକ୍ଟିଙ୍ଗ୍ ରଡ୍ କୁ ଗୋଟିଏ ସିଷ୍ଟମରେ ସଂଯୋଗ କରେ ନାହିଁ (ଯାହାକି କ୍ରଙ୍କଫ୍ଟ ମଧ୍ୟ ଅନ୍ତର୍ଭୁକ୍ତ କରେ), କିନ୍ତୁ ସାଧାରଣତ the ପିଷ୍ଟନ୍ ଗ୍ରୁପ୍ ଏବଂ ଇଞ୍ଜିନ କ୍ରଙ୍କ ମେକାନିଜିମ୍ ର ସମନ୍ୱିତ କାର୍ଯ୍ୟକୁ ସୁନିଶ୍ଚିତ କରେ |ତେଣୁ, ଯେକ any ଣସି ତ୍ରୁଟି କିମ୍ବା ଆଙ୍ଗୁଠିର ପୋଷାକ ସମଗ୍ର ଶକ୍ତି ୟୁନିଟ୍ ର କାର୍ଯ୍ୟ ଉପରେ ପ୍ରତିକୂଳ ପ୍ରଭାବ ପକାଇଥାଏ, ଶୀଘ୍ର ମରାମତି ଆବଶ୍ୟକ କରେ |କିନ୍ତୁ ନୂତନ ପିଷ୍ଟନ୍ ପିନ କିଣିବା ପୂର୍ବରୁ, ଆପଣ ସେମାନଙ୍କର ଡିଜାଇନ୍ ଏବଂ କିଛି ବ features ଶିଷ୍ଟ୍ୟ ବୁ understand ିବା ଉଚିତ୍ |
ପିଷ୍ଟନ୍ ପିନର ପ୍ରକାର, ଉପକରଣ ଏବଂ ବ characteristics ଶିଷ୍ଟ୍ୟ |
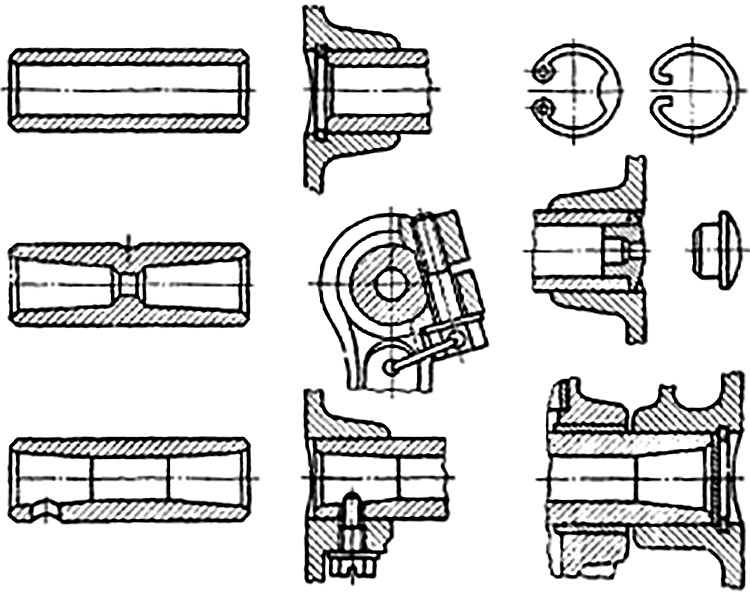
ବର୍ତ୍ତମାନ ବ୍ୟବହୃତ ସମସ୍ତ ପିଷ୍ଟନ୍ ପିନଗୁଡ଼ିକର ମୂଳତ the ସମାନ ଡିଜାଇନ୍ ଅଛି: ସାଧାରଣତ ,, ଏହା ଏକ ଖୋଲା ଷ୍ଟିଲ୍ ରଡ୍ ଯାହା ପିଷ୍ଟନ୍ ବସ୍ ଏବଂ ଉପର ସଂଯୋଗକାରୀ ରଡ୍ ମୁଣ୍ଡରେ ଅପେକ୍ଷାକୃତ ପତଳା କାନ୍ଥ ସହିତ ସ୍ଥାପିତ |ପିନ୍ ର ଶେଷରେ, ଚାମ୍ଫର୍ (ବାହ୍ୟ ଏବଂ ଆଭ୍ୟନ୍ତରୀଣ) ଅପସାରଣ କରାଯାଏ, ଯାହା ପିଷ୍ଟନ୍ କିମ୍ବା କନେକ୍ଟିଙ୍ଗ୍ ରଡରେ ଅଂଶର ସହଜ ସ୍ଥାପନକୁ ସୁନିଶ୍ଚିତ କରେ ଏବଂ ସେମାନଙ୍କ ସହିତ ଆକସ୍ମିକ ଯୋଗାଯୋଗ ହେଲେ ଅନ୍ୟ ଅଂଶଗୁଡିକର କ୍ଷତିକୁ ମଧ୍ୟ ରୋକିଥାଏ |
ସେହି ସମୟରେ, ବିଭିନ୍ନ ସହାୟକ ଉପାଦାନଗୁଡିକ ଆଙ୍ଗୁଠିରେ ସଂପାଦିତ ହୋଇପାରିବ:
ଏହାର ଶକ୍ତି ବଜାୟ ରଖିବାବେଳେ ଆଙ୍ଗୁଠିକୁ ହାଲୁକା କରିବା ପାଇଁ ଭିତର କାନ୍ଥକୁ କେନ୍ଦ୍ରରୁ ବାହ୍ୟ କୋଣରେ ଆଣିବା;
ଏହାକୁ କଠିନ କରିବା ପାଇଁ ଆଙ୍ଗୁଠିର କେନ୍ଦ୍ରୀୟ ଅଂଶରେ ଆଭ୍ୟନ୍ତରୀଣ ରିଙ୍ଗ ବେଲ୍ଟ;
P ପିଷ୍ଟନ୍ ବସ୍ ରେ ପିନ୍ ର କଠିନ ଫିକ୍ସିଂ ପାଇଁ ଲାଟେରାଲ୍ ଟ୍ରାନ୍ସଭର୍ସ ଛିଦ୍ର |
ପିଷ୍ଟନ୍ ପିନଗୁଡିକ ନରମ ଗଠନମୂଳକ କାର୍ବନ (15, 20, 45 ଏବଂ ଅନ୍ୟାନ୍ୟ) ଏବଂ କିଛି ମିଶ୍ରିତ (ସାଧାରଣତ ch କ୍ରୋମିୟମ୍ 20X, 40X, 45X, 20HNZA ଏବଂ ଅନ୍ୟାନ୍ୟ) ଷ୍ଟିଲରେ ତିଆରି |ମୃଦୁ ଷ୍ଟିଲରେ ନିର୍ମିତ ଅଂଶଗୁଡ଼ିକର ଶେଷରେ ବାହ୍ୟ ପୃଷ୍ଠ ଏବଂ ଏକ ଛୋଟ ବେଲ୍ଟ କାର୍ବୁରାଇଜ୍ ହୋଇ 1.5 ମିଲିମିଟର ଗଭୀରତାକୁ 55-62 HRC ର କଠିନତା ପହଞ୍ଚିବା ପର୍ଯ୍ୟନ୍ତ ଲିଭାଯାଏ (ଯେତେବେଳେ ଭିତର ସ୍ତରର 22- ପରିସର ମଧ୍ୟରେ କଠିନତା ଥାଏ | 30 HRC) |ମଧ୍ୟମ କାର୍ବନ ଷ୍ଟିଲରେ ନିର୍ମିତ ଅଂଶଗୁଡିକ ସାଧାରଣତ high ଉଚ୍ଚ-ଫ୍ରିକ୍ୱେନ୍ସି ସ୍ରୋତ ସହିତ କଠିନ ହୋଇଥାଏ |ଉତ୍ତାପ ଚିକିତ୍ସା ପରେ, ପିପିର ବାହ୍ୟ ପୃଷ୍ଠକୁ ଗ୍ରାଇଣ୍ଡିଂ କରାଯାଏ |ଅଂଶର କଠିନତା ପିନ୍ଧିବା ପାଇଁ ଏହାର ବାହ୍ୟ ପୃଷ୍ଠର ଉଚ୍ଚ ପ୍ରତିରୋଧ ପ୍ରଦାନ କରିଥାଏ, ଯେତେବେଳେ କାନ୍ଥର ଭିତର ସ୍ତରର ସାନ୍ଦ୍ରତା ଶକ୍ ଲୋଡ୍ ଏବଂ କମ୍ପନକୁ ପ୍ରତିରୋଧ କରିବାର ଆଙ୍ଗୁଳିର କ୍ଷମତା ବଜାୟ ରଖିଥାଏ |ସର୍ଫେସ୍ ଗ୍ରାଇଣ୍ଡିଂ ବିପଜ୍ଜନକ ଚାପ ଥିବା ସ୍ଥାନଗୁଡିକୁ ଦୂର କରିଥାଏ, ଯାହା ଇଞ୍ଜିନ୍ କାର୍ଯ୍ୟ ସମୟରେ ଅଂଶଗୁଡିକ କଳଙ୍କିତ, କଠିନ କିମ୍ବା ଏପରିକି ନଷ୍ଟ ହୋଇପାରେ |
କନେକ୍ଟିଙ୍ଗ୍ ରଡ୍ ସହିତ ସାଧାରଣ ପିଷ୍ଟନ୍ ଡିଜାଇନ୍ |
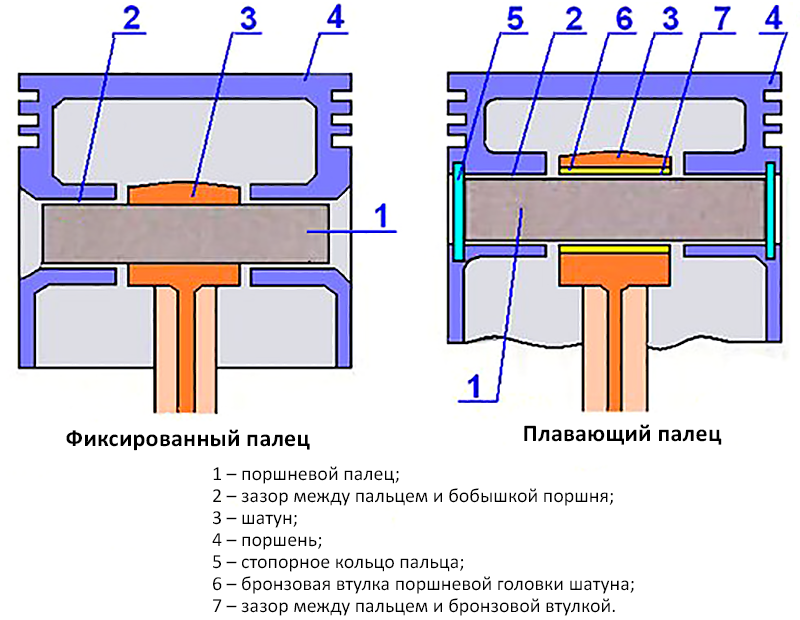
ପୂର୍ବରୁ ସୂଚିତ କରାଯାଇଛି, ପିଷ୍ଟନ୍ ପିନ୍ ପିଷ୍ଟନ୍ ଏବଂ ସଂଯୋଗକାରୀ ବାଡ଼ିର ଉପର ମୁଣ୍ଡରେ ଅବସ୍ଥିତ, ଏହି ଅଂଶଗୁଡ଼ିକୁ ଗୋଟିଏ ସିଷ୍ଟମରେ ସଂଯୋଗ କରେ |ଏହି ଅଂଶ ପାଇଁ ପିଷ୍ଟନ୍ରେ ଟ୍ରାନ୍ସଭର୍ ହୋଲ୍ ସହିତ ଦୁଇଟି ଏକ୍ସଟେନ୍ସନ୍ ଅଛି - ବସ୍ |ପିଷ୍ଟନ୍ ଏବଂ କନେକ୍ଟିଙ୍ଗ୍ ରଡ୍ ମଧ୍ୟରେ ହିଙ୍ଗୁଳା ପାଇଁ ଦୁଇଟି ଡିଜାଇନ୍ ବିକଳ୍ପ ଅଛି:
A ଏକ "ଭାସମାନ" ଆଙ୍ଗୁଠି ସହିତ;
The ସଂଯୋଗକାରୀ ବାଡ଼ିରେ ଏକ ଆଙ୍ଗୁଠି ଦବାଇ |
ଦ୍ୱିତୀୟ ସ୍କିମ୍ ଅତି ସହଜରେ କାର୍ଯ୍ୟକାରୀ ହୋଇଛି: ଏହି କ୍ଷେତ୍ରରେ, ପିପି ସଂଯୋଗକାରୀ ରଡର ଉପର (ଏକ-ଖଣ୍ଡ) ମୁଣ୍ଡରେ ଦବାଯାଏ, ଯାହା ଏହାର ଅକ୍ଷୀୟ ବିସ୍ଥାପନକୁ ରୋକିଥାଏ ଏବଂ ପିଷ୍ଟନ୍ ମାଲିକମାନଙ୍କ ମଧ୍ୟରେ ଏହା ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ବ୍ୟବଧାନରେ ଅବସ୍ଥିତ | , ଯାହା ସମସ୍ତ ମୋଡରେ ପାୱାର୍ ୟୁନିଟ୍ ର କାର୍ଯ୍ୟ ସମୟରେ ପିପି ସହିତ ପିଷ୍ଟନ୍ ଟର୍ନ୍ କରିବା ସମ୍ଭବ କରିଥାଏ |ଆହୁରି ମଧ୍ୟ, ଏହି ଫାଙ୍କଟି ଘଷୁଥିବା ଅଂଶଗୁଡିକର ତେଲ ଲଗାଇଥାଏ (ଯଦିଓ ଛୋଟ ବ୍ୟବଧାନ ହେତୁ, ଆଙ୍ଗୁଠି ଏବଂ ଏହା ସହିତ ଯୋଗାଯୋଗ କରୁଥିବା ମାଲିକମାନଙ୍କ ପୃଷ୍ଠଗୁଡ଼ିକ ସର୍ବଦା ପର୍ଯ୍ୟାପ୍ତ ତେଲ ଲଗାଇବା ମୋଡରେ କାମ କରେ) |ଏହି ଯୋଜନା ଘରୋଇ କାର VAZ-2101, 2105, 2108 ରେ ବ୍ୟବହୃତ ହୋଇଥିଲା, ଏହା ବିଦେଶୀ ଉତ୍ପାଦନର ଆଧୁନିକ ମଡେଲରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ |
"ଭାସମାନ" ଆଙ୍ଗୁଠି ସ୍କିମ୍ ଅଧିକ ଜଟିଳ, କାରଣ ଏହାର ଅନେକ ସହାୟକ ଅଂଶ ଅଛି |ଏହି ଯୋଜନାରେ, ଏକ ଛୋଟ ବ୍ୟବଧାନ ଥିବା ପିପି ଉଭୟ ଭାଗରେ ସ୍ଥାପିତ ହୋଇଛି - ଉଭୟ ପିଷ୍ଟନ୍ ବସ୍ ଏବଂ ଉପର ସଂଯୋଗକାରୀ ରଡ୍ ମୁଣ୍ଡରେ, ଏହା ଇଞ୍ଜିନ୍ କାର୍ଯ୍ୟ ସମୟରେ ଏହାର ମୁକ୍ତ ଘୂର୍ଣ୍ଣନକୁ ସୁନିଶ୍ଚିତ କରେ |ଆଙ୍ଗୁଠିର ଅକ୍ଷୀୟ ବିସ୍ଥାପନକୁ ରୋକିବା ପାଇଁ, ବସନ୍ତ ଧାରଣକାରୀ ରିଙ୍ଗଗୁଡିକ ବ୍ୟବହୃତ ହୁଏ, ମାଲିକମାନଙ୍କ ଗର୍ତ୍ତରେ ଅବସ୍ଥିତ - ସେମାନେ ପିପି ପାଇଁ ଷ୍ଟପ୍ ଭାବରେ କାର୍ଯ୍ୟ କରନ୍ତି, ଏହାକୁ ଖସିଯିବାକୁ ରୋକନ୍ତି |ରିଙ୍ଗଗୁଡିକ ଏକ ବୃତ୍ତାକାର କ୍ରସ୍-ସେକ୍ସନ୍ ସହିତ ବସନ୍ତ ତାରରେ ତିଆରି ହୋଇପାରେ କିମ୍ବା ସିଟ୍ ଧାତୁରୁ ଷ୍ଟାମ୍ପ୍ କରାଯାଇପାରେ |ପରବର୍ତ୍ତୀ କ୍ଷେତ୍ରରେ, ଅଂଶଗୁଡ଼ିକର ଏକ ଆୟତକ୍ଷେତ୍ର କ୍ରସ୍-ସେକ୍ସନ୍ ଅଛି, ଏବଂ ରିଙ୍ଗ୍ ସଂସ୍ଥାପନ ଏବଂ ଅପସାରଣର ସହଜତା ପାଇଁ ଉପକରଣ ପାଇଁ ଛିଦ୍ରଗୁଡିକ ଉଭୟ ମୁଣ୍ଡରେ ପ୍ରଦାନ କରାଯାଇଥାଏ |
କେତେକ କ୍ଷେତ୍ରରେ, ଲକିଂ ଫଙ୍ଗି କିମ୍ବା ପ୍ଲଗ୍ ବ୍ୟବହାର କରାଯାଏ, ସେଗୁଡିକ କୋମଳ ଧାତୁରେ ତିଆରି ହୋଇଥାଏ, ତେଣୁ ଏହା ସଂସ୍ପର୍ଶରେ ଆସିବାବେଳେ ସିଲିଣ୍ଡର ଦର୍ପଣକୁ କ୍ଷତି ପହଞ୍ଚାଏ ନାହିଁ |ପ୍ଲଗଗୁଡିକ ଦୁଇ-ଷ୍ଟ୍ରୋକ୍ ଇଞ୍ଜିନ୍ରେ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ବ୍ୟବସ୍ଥା ଏବଂ ନିଷ୍କାସିତ ୱିଣ୍ଡୋର ବ୍ୟବହୃତ ହୁଏ, ଯାହା ସେମାନଙ୍କ ମଧ୍ୟରେ ଅବାଞ୍ଛିତ ଗ୍ୟାସ୍ ପ୍ରବାହକୁ ରୋକିଥାଏ |ବେଳେବେଳେ ଏହା ବସ୍ ର ନିମ୍ନ ଭାଗରେ ଏବଂ ପିପି ଶେଷରେ ଥିବା ଛିଦ୍ରରେ ସ୍କ୍ରୁ ସହିତ ଅଂଶକୁ ଠିକ୍ କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ |
ସ୍ଥିର ଏବଂ ଭାସମାନ ପିଷ୍ଟନ୍ ପିନ୍ |
ପିପି, ଏହାର ସ୍ଥାପନର ପଦ୍ଧତିକୁ ଖାତିର ନକରି, ପିଷ୍ଟନର ଅକ୍ଷ ସହିତ ଏକ ବିସ୍ଥାପନ ଥାଇପାରେ, ଦେ and ଼ କିମ୍ବା ଅଧିକ ମିଲିମିଟରରେ ପହଞ୍ଚେ |ଏହି ବିସ୍ଥାପନଟି ଗତିଶୀଳ ଭାରକୁ ହ୍ରାସ କରିବା ପାଇଁ ଉଦ୍ଦିଷ୍ଟ ଯେଉଁଥିରେ ପିଷ୍ଟନ୍, ପିପି ଏବଂ କନେକ୍ଟିଙ୍ଗ୍ ରଡ୍ ହେଡ୍ TDC ଏବଂ TDC ସମୟରେ ଅଧୀନ ହୋଇଥାଏ |ଟିଡିସି ଏବଂ ଟିଡିସି ଆଡକୁ ଗତି କରୁଥିବା ପିଷ୍ଟନ୍ ସିଲିଣ୍ଡରର ଗୋଟିଏ କାନ୍ଥ ଉପରେ ଚାପି ହୋଇଯାଏ, ଯାହାକି ବସ୍ ଭିତରେ ଥିବା ଛିଦ୍ରର ଗୋଟିଏ କାନ୍ଥ ଉପରେ ପିପି ଦବାଇଥାଏ |ଫଳସ୍ୱରୂପ, ସେଠାରେ କିଛି ଶକ୍ତି ଅଛି ଯାହାକି ମିଳନ ଅଂଶରେ PP କୁ ବୁଲାଇବା କଷ୍ଟକର କରିଥାଏ, ଏବଂ TDC ଏବଂ TDC ପାସ୍ କରିବା ସମୟରେ ହଠାତ୍ ଟର୍ନ୍ ହୋଇପାରେ - ଏହା ଏକ blow ଟକା ସହିତ ଘଟିଥାଏ, ଯାହା ଏକ ଚରିତ୍ରଗତ ନକ୍ ଦ୍ୱାରା ଦେଖାଯାଏ |କିଛି ଅକ୍ଷ ବିସ୍ଥାପନ ସହିତ ପିଷ୍ଟନରେ PP ସ୍ଥାପନ କରି ଏହି କାରଣଗୁଡିକ ସଠିକ୍ ଭାବରେ ବିଲୋପ ହୋଇଯାଏ |
ପିଷ୍ଟନ୍ ପିନ୍ କିପରି ବାଛିବେ ଏବଂ ବଦଳାଇବେ |
ଇଞ୍ଜିନ୍ ର କାର୍ଯ୍ୟ ସମୟରେ, ବିଶେଷତ altern ବିକଳ୍ପ ମୋଡ୍ ରେ, ଆଙ୍ଗୁଠିଗୁଡିକ ମହତ୍ load ପୂର୍ଣ୍ଣ ଭାରର ସମ୍ମୁଖୀନ ହୁଏ, ସେମାନେ କ୍ଳାନ୍ତ ହୋଇଯାଆନ୍ତି, ବିକଳାଙ୍ଗ ହୋଇପାରନ୍ତି ଏବଂ ବଦଳ ଆବଶ୍ୟକ କରନ୍ତି |ଆଙ୍ଗୁଠି ବଦଳାଇବାର ଆବଶ୍ୟକତା ସଙ୍କୋଚନର ଖରାପତା ଏବଂ ଇ engine ୍ଜିନର ଗତିଶୀଳ ବ characteristics ଶିଷ୍ଟ୍ୟ ହ୍ରାସ ଦ୍ୱାରା ସୂଚିତ କରାଯାଏ, ଯାହାକି ଅତିରିକ୍ତ ଭାବରେ ଏକ ବ istic ଶିଷ୍ଟ୍ୟ ନକ୍ ଦ୍ୱାରା ପ୍ରକାଶିତ ହୋଇଥାଏ |
ଏହି କ୍ଷେତ୍ରରେ ପାୱାର୍ ୟୁନିଟ୍ ର ମରାମତି ଆଙ୍ଗୁଠି ବଦଳାଇବାରେ ହ୍ରାସ ହୁଏ, ଏବଂ ବେଳେବେଳେ ମିଳନ ଅଂଶ - ସିଷ୍ଟମରେ ରଡ୍ ହେଡ୍ ବୁସିଙ୍ଗ୍କୁ “ଭାସମାନ” ପିପି, ରିଙ୍ଗ ଏବଂ ଅନ୍ୟାନ୍ୟ ସହିତ ସଂଯୋଗ କରେ |ନୂତନ ଆଙ୍ଗୁଠି ଏବଂ ଅନ୍ୟାନ୍ୟ ଅଂଶଗୁଡିକର ଚୟନ ମରାମତି ପରିମାଣ ଅନୁଯାୟୀ କରାଯାଏ |ଉଦାହରଣ ସ୍ୱରୂପ, ଅଧିକାଂଶ ଘରୋଇ ଇଞ୍ଜିନ୍ ପାଇଁ, 0.004 ମିଲିମିଟର ଭିନ୍ନ ଭାବରେ ତିନୋଟି ମରାମତି ଆକାରର ଅଂଶ ପ୍ରଦାନ କରାଯାଏ (ଉଦାହରଣ ସ୍ୱରୂପ, VAZ ଇଞ୍ଜିନଗୁଡ଼ିକ ପ୍ରାୟତ 21. 21.970-21.974 ମିଲିମିଟର (ପ୍ରଥମ ବର୍ଗ), 21.974-21.978 ମିଲିମିଟର (ଦ୍ୱିତୀୟ ବର୍ଗ) ସହିତ ପିନ ବ୍ୟବହାର କରନ୍ତି | ଏବଂ 21.978-21.982 ମିମି (ତୃତୀୟ ଶ୍ରେଣୀ)) |ପୋଷାକ ଏବଂ ପରବର୍ତ୍ତୀ ବିରକ୍ତିକର କାରଣରୁ ମିଳନ ଅଂଶରେ ଥିବା ଛିଦ୍ରର ବ୍ୟାସ ବୃଦ୍ଧିକୁ ଧ୍ୟାନରେ ରଖି ଏହା ବିଭିନ୍ନ ବ୍ୟାସାର୍ଦ୍ଧର ପିନ ବାଛିବା ସମ୍ଭବ କରେ |ସମାନ ମରାମତି ପରିମାଣ ପାଇଁ ବିରକ୍ତିକର କାର୍ଯ୍ୟ ସର୍ବଦା କରାଯାଏ, ଏବଂ ଯଦି ଅଂଶଗୁଡିକର ପରିଧାନ ନିର୍ଦ୍ଦିଷ୍ଟ ପରିସର ଅତିକ୍ରମ କରେ, ତେବେ ସେଗୁଡ଼ିକୁ ବଦଳାଇବାକୁ ପଡିବ |
ଏକ ନିୟମ ଅନୁଯାୟୀ, ଆଙ୍ଗୁଠିଗୁଡ଼ିକ ସେଟ୍ (2, 4 କିମ୍ବା ଅଧିକ ଖଣ୍ଡ) ରେ ବିକ୍ରି ହୁଏ, ବେଳେବେଳେ ଏକତ୍ର ରିଙ୍ଗ ଏବଂ ଅନ୍ୟାନ୍ୟ ଅଂଶ ସହିତ |
ବିଭିନ୍ନ ପ୍ରକାରର ପିଷ୍ଟନ୍ ପିନ ଏବଂ ପିଷ୍ଟନରେ ସେଗୁଡିକର ଫିକ୍ସିଂର ପଦ୍ଧତି |
"ଭାସମାନ" ପିନ ସହିତ ଏକ ପିଷ୍ଟନ୍ ଗୋଷ୍ଠୀକୁ ମରାମତି କରିବାବେଳେ, ବିଶେଷ ଉପକରଣ ବ୍ୟବହାର କରିବାର କ is ଣସି ଆବଶ୍ୟକତା ନାହିଁ - ମାଲିକମାନଙ୍କରେ ଅଂଶ ସ୍ଥାପନ ଏବଂ ରଡ୍ ମୁଣ୍ଡକୁ ସଂଯୋଗ କରିବା ଦ୍ୱାରା ହାତ ପ୍ରୟାସ ଦ୍ୱାରା କରାଯାଇଥାଏ |ଯଦି ସଂଯୋଗକାରୀ ରଡରେ ଫିକ୍ସିଂ ସହିତ ଆଙ୍ଗୁଠି ପରିବର୍ତ୍ତନ କରାଯାଏ, ତେବେ PP କୁ ଦବାଇବା ଏବଂ ଦବାଇବା ପାଇଁ ଆପଣଙ୍କୁ ଏକ ସ୍ୱତନ୍ତ୍ର ଉପକରଣ ବ୍ୟବହାର କରିବାକୁ ପଡିବ (ସରଳ କ୍ଷେତ୍ରରେ, ଏହା ବୁସିଙ୍ଗ୍ ଏବଂ ରଡ୍ ହୋଇପାରେ, କିନ୍ତୁ ବୃତ୍ତିଗତମାନେ ଏକ ଉପାସକ ପରି ଅଧିକ ଜଟିଳ ଯାନ୍ତ୍ରିକ ଉପକରଣ ବ୍ୟବହାର କରନ୍ତି | )
କେତେକ କ୍ଷେତ୍ରରେ, ମାଲିକମାନଙ୍କରେ "ଭାସମାନ" ପିପି ସ୍ଥାପନ ମଧ୍ୟ ହସ୍ତକ୍ଷେପରେ କରାଯାଇଥାଏ, ଏଥିପାଇଁ ପିଷ୍ଟନ୍ ଜଳ କିମ୍ବା ଅନ୍ୟ ତରଳ ପଦାର୍ଥରେ ସ୍ଥାପନ ପୂର୍ବରୁ 55-70 ° C ପର୍ଯ୍ୟନ୍ତ ଗରମ ହୋଇଥାଏ |ପ୍ରକୃତ କଥା ହେଉଛି ଏକ ଇସ୍ପାତ ପିନ୍ ଅପେକ୍ଷା ଏକ ଆଲୁମିନିୟମ୍ ପିଷ୍ଟନ୍ ଦ୍ରୁତ ଗତିରେ ବିସ୍ତାର ହୁଏ, ତେଣୁ ଏକ ଉତ୍ତପ୍ତ ଇଞ୍ଜିନରେ, ଅଂଶଗୁଡ଼ିକ ମଧ୍ୟରେ ବ୍ୟବଧାନ ବ increases ିଯାଏ ଏବଂ ଏକ ନକ୍ ଦେଖାଯାଏ |ହସ୍ତକ୍ଷେପରେ ପିପି ଇନଷ୍ଟଲ୍ କରିବାବେଳେ, ଫାଟଟି କେବଳ ମୋଟର ଗରମ ହେବାପରେ ଘଟିଥାଏ, ଯାହା ଅଂଶଗୁଡିକର ପ୍ରଭାବକୁ ରୋକିଥାଏ ଏବଂ ସେହି ଅନୁଯାୟୀ, ନକ୍ କରିବା |
ଏହା ମନେ ରଖିବା ଉଚିତ ଯେ ପିଷ୍ଟନ୍ ପିନ୍ ବଦଳାଇବା କାର୍ଯ୍ୟ ଇଞ୍ଜିନର ମହତ୍ dis ପୂର୍ଣ୍ଣ ବିଛିନ୍ନତା ଆବଶ୍ୟକ କରେ, ତେଣୁ ସେମାନଙ୍କୁ ଉପଯୁକ୍ତ ଅଭିଜ୍ଞତା କିମ୍ବା ବିଶ୍ୱାସ ପ୍ରଫେସନାଲମାନଙ୍କ ସହିତ କରିବା ଭଲ |କେବଳ ଆଙ୍ଗୁଠିର ସଠିକ୍ ଚୟନ ଏବଂ ସଠିକ୍ ମରାମତି ସହିତ, ପିଷ୍ଟନ୍ ଗୋଷ୍ଠୀ ନିର୍ଭରଯୋଗ୍ୟ ଏବଂ ଦକ୍ଷତାର ସହିତ କାର୍ଯ୍ୟ କରିବ, ପାୱାର୍ ୟୁନିଟ୍ ର ଉଚ୍ଚ କାର୍ଯ୍ୟଦକ୍ଷତା ନିଶ୍ଚିତ କରିବ |
ପୋଷ୍ଟ ସମୟ: ଜୁଲାଇ -11-2023 |